قسمتهاي مختلف ماشين تزريق


- توضیحات
- دسته: مجموعه شماره 7
- منتشر شده در شنبه, 23 دی 1391 20:59
- نوشته شده توسط Mehdi Jahanbakhsh
قسمتهاي مختلف ماشين تزريق
1. قسمت تزريق 2. قسمت قالب 3. قسمت نگهدارنده
مراحل طراحي قالب چراغ پژو 405
1. طراحي قالب
1. تعيين جنس و به دست آوردن ويژگيهاي آن 2. مدلسازي 3. تعيين نوع قالب تزريقي 4. طراحي بلوکهاي قالب 5. طراحي حفره، ماهيچه و سطح جدايش 6. طراحي سيستم راهگاه، گلويي و بوش تزريق 7. طراحي سيستم خنککاري 8. طراحي ميل راهنما و اتصالات سيستم پران قطعه
2. فرايند تزريق
1. فشار تزريق و فشار نگهداري 2. دماي نقاط مختلف شامل قالب، مذاب، خروجي قطعه
مدلسازي قطعه
CATIA/Sketcher & Partdesign
|
|
شيب اعمال شده: يک درصد مقدار انقباض براي PMMA : 005. در تمامي جهات
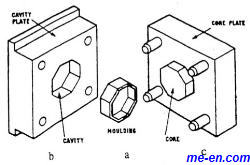
نوع قالب تزريقي
قالبهاي تزريقي دو صفحهاي
|
|
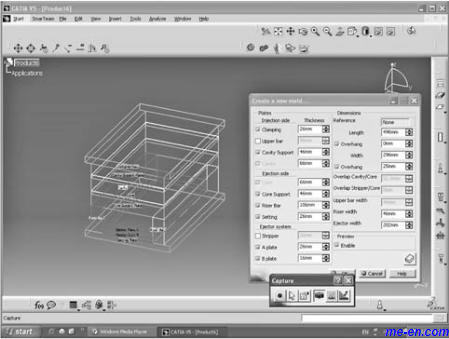
طراحي بلوکهاي قالب
پارامترهاي انتخاب بلوکها
- تعداد محفظه
- اندازه قطعه
- اندازه راهگاه
- مساحت محفظه
- انتخاب نهايي: 60×60
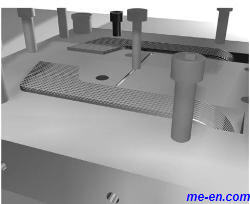
طراحي حفره و ماهيچه و سطح جدايش
تعريف سطح جدايش در محيط core & cavity design
|
|
|
|
طراحي سيستم راهگاهي:
- راه تغذيه (Sprue)
- راهگاهها (Runner)
- گلويي تزريق (Gate)
1. راه تغذيه
بوش تزريق استاندارد شرکت (Z511/18*96/4/40) Hasco
در قسمت mold design نرمافزار Catia
|
|

2. راهگاه تزريق (Runner)
کاملکننده ارتباط بين اسپرو و حفره از طريق گلويي
وظيفه اصلي: توزيع ماده به صورتي که تمام حفرهها در قالب چندحفرهاي همزمان و در شرايط يکسان پر شود.
براي طراحي راهگاه پيشنهاد ميشود:
- حمل سريع و بيمانع مذاب به حفره قالب در کوتاهترين راه و با حداقل اتلاف گرما و فشار انجام شود.
- ماده بايد به صورت همزمان و با فشار و دماي يکسان در همه گلوييهاي تزريق، وارد حفره قالب شود.
- براي کم کردن ضايعات مواد، با اينکه مقاطع بزرگ براي پر شدن بهينه و حفظ فشار نگهدارنده کافي، بهتر است، بايد سطح مقطع کوچک باشد. سطح مقطع بزرگ، ممکن است زمان سرد شدن را افزايش دهد.
طراحي راهگاه تزريق (Runner)
نوع مقطع راهگاه: دايرهاي
مزاياي مقاطع دايرهاي:
- داراي راندمان خوب نسبت به مقاطع ديگر
- مرکز کانال در آخر منجمد ميشود
گلويي تزريق (Gate)
رابط بين راهگاه و محفظه
- اندازه آن بسيار کوچکتر از راهگاه است
- به راحتي از قالب خارج و از قطعه جدا ميشود.
انتخاب طراحي: گلويي تونلي
مزاياي گلويي تونلي
- به راحتي بعد از تزريق از قطعه جدا ميشود.
- اثر بسيار کمي بر قطعه ميگذارد
- چون تنها از يک نقطه تقريبا وسط مذاب وارد محفظه ميشود، از ايجاد خط جوش جلوگيري ميشود.



{kind=link}