فرايند گرينکاري در قالبهاي تزريق پلاستيک


- توضیحات
- دسته: مجموعه شماره 9
- منتشر شده در دوشنبه, 18 دی 1391 21:47
- نوشته شده توسط Mehdi Jahanbakhsh
فرايند گرينکاري در قالبهاي تزريق پلاستيک
نويسنده : يعقوب جمالي - علياکبر خادم
گرين در قالبهاي تزريق پلاستيک، به منظور ايجاد دانهبندي چرمي شکل، چوبي، پارچهاي و يا تغيير در براقيت قطعه پلاستيکي، به کار ميرود و در آن، الگوي مورد درخواست براي سطح ظاهري قطعه، توسط فرايندي فتوگرافيک به سطح قالب انتقال داده ميشود. سپس، اين سطح با الگوي منتقل شده در اسيد مخصوص غوطهور شده و تحت فرايند خوردگي روي فولاد شکل ميگيرد.
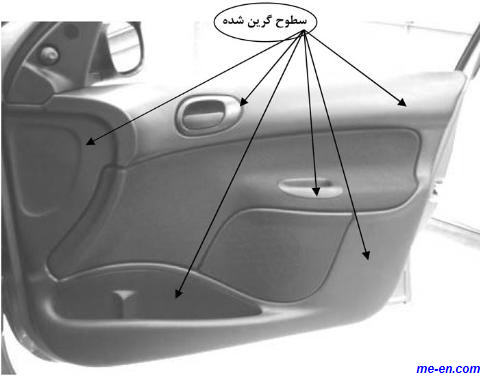
از کاربردهاي گرين، ميتوان در صنعت خودروسازي براي تزئين فضاي داخلي خودرو و دادن هارموني يکسان به قطعات مونتاژي، اعم از قطعات داشبورد، رودريها، قاب ستونها و ... اشاره کرد (شکل1).
شکل1: نماي داخلي در سمت راست پژو 206
|
|
سطح گرين شده، علاوه بر تغيير در ظاهر قطعه پلاستيکي، مزاياي قابل توجه ديگري نيز دارد، مثلاً پوشاندن درزهاي ريز در سطح قطعه، پوشاندن مکشهاي سطحي، خطوط جريان و خطوط جوش در سطح قطعه و تغيير در براقيت[1] قطعه.
در اين نوشتار، به شرايط اوليه لازم براي انجام فرايند گرينکاري در قالبهاي تزريق پلاستيک و نيز فرايند گرينکاري خواهيم پرداخت.
شرايط لازم براي گرينکاري قالبهاي تزريق پلاستيک
1. مواد مناسب براي گرينکاري
تقريباً تمام مواد فولادي براي عمليات گرينکاري قابل استفادهاند، اما با توجه به تلرانسهاي موجود در طرح پلاک گرين، هر فولادي براي گرين توسط شرکتهاي گرينکار توصيه نميشود. در اصطلاح فني، گرينپذيري فولاد عاملي مهم در انجام بهينه گرين روي قالب به شمار ميآيد. در حالت کلي، ترکيبات عناصري و نحوه توليد فولاد، عواملي هستند که بر گرينپذيري فولاد تاثير ميگذارند.
هنگام ريختهگري فولادها، گازهايي نظير: هيدروژن، ازت و نيتروژن و... توليد ميشود که اگر بتوان به طريقي مانند مکش، اين گازها را از بين برد، در گرينپذيري فولاد تاثيرگذار خواهد بود. مقدار درصد گوگرد در فولاد بهتر است که از 03/0درصد تجاوز نکند. همچنين در صورت وجود گوگرد، ميبايستي بهطور همگن در سطح فولاد پراکنده باشد که در غير اينصورت، در سطح ظاهري گرين تاثيرگذار خواهد بود. مقدار درصد سيليسيم نيز موجب بهوجود آمدن مقاومت در برابر ماده حساسکننده فيلم، در فولاد ميشود. همچنين، سيليسيم مقدار نرخ خوردگي را در مرحله اسيدکاري پايين ميآورد. درصد کروم نيز از ديگر مواردي است که در گرينپذيري فولاد تاثيرگذار است، لذا نبايد از 5درصد تجاوز کند. البته فولادهايي تا 15 درصد کروم نيز گرين ميشوند، اما کيفيت پايينترين دارند.
جدول1: مقايسه ترکيبات فولاد 2738 و 2312 و 2311
|
|
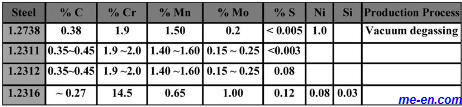
با مقايسه ترکيبات چهار فولاد 2738 و 2311 و 2312 و 2316، ديده ميشود که گرينپذيري فولاد 2738 در مقايسه با ديگر فولادها، بهتر بوده و فولاد 2316 در حدي پايين است و توصيه نميشود.
2. صافي و تميزي سطح لازم براي گرين
سطوحي که ميبايستي گرين شوند، بايد نسبت به نوع پلاک گرين، داراي صافي سطح مشخصي باشند. مهمترين عامل در تعيين صافي سطح موردنياز، ميزان عمق گرين است. براي گرينهايي با عمق 0.0025 اينچ و بالاتر، حداقل صافي سطح ميبايستي Stone 240 باشد. براي گرينهاي داراي عمق بين 0.0015 تا 0.0025 اينچ، حداقل صافي سطح ميبايستي Stone 320 باشد. براي گرينهايي با عمق کمتر از 0.0015 اينچ، حداقل صافي سطح حدود Stone 400 توصيه شده است.
سطح قالبي که ميبايستي گرين شود، بايد از چربيها و اکسيدکنندههاي سطح فولاد پاک شود. اين عمل، معمولاً به روش سابيدن حلالهاي اسيدي قابل اختلاط با آب در نواحي موردنظر انجام ميشود. اسيدهاي رايج در اين زمينه اسيد هيدروکلريک، اسيد نيتريک، اسيد فسفوريک و سولفوريک هستند.
3. پوششهاي سطحي قالب
پوششهاي سطحي نظير کروم سخت، نيکل، نيتراته و تفلون، ميبايستي پس از فرايند گرين، صورت گيرند. پوششهاي سطحي يادشده روي فولاد، به دليل مقاومتي که در محيط اسيدکاري در مقابل اسيد ايجاد ميکنند، باعث تغيير در براقيت قطعه ميشوند.
«راهن» و شاگردانش، اثر لايه نيتراته را بر روي فولاد 1.2311 آزمايش کرده و در سه نوع محيط اسيدي متفاوت، غوطهور ساختند و نشان دادند که لايه نيتراته در صورت انتخاب اسيد مناسب(اسيد نيتريک) تغييري در دانهبندي گرين ايجاد نميکند، اما براقيت قطعه را تحت تاثير قرار ميدهد. در عمليات اسپارک نيز با توجه به سختي سطحي ايجادشده، ميبايستي سطح مربوطه تا حدي سابيده (پوليش) شود تا سختي حاصله حذف و سپس عمليات گرين انجام شود.
4. Draft Angle لازم براي گرين و تعيين درصد Fade
يکي از ديگر مسائلي که ميبايستي در طراحي قطعه پلاستيکي مدنظر قرار گيرد، Draft Angle است که براساس نوع و عمق پلاک مربوطه تعيين ميشود. در حالت کلي، براي هر 0.001اينچ حداقل 1.5 درجه زاويه خروج يا Draft Angle لازم است. البته در مواردي نيز بايد اين زاويه را زيادتر انتخاب کرد. توضيح اينکه اگر راستاي Shrinkage قطعه در جهتي باشد که سطح گرين شده نتواند از سطح قالب دور شود، ميبايستي براي ضريب اطمينان بيشتر و جلوگيري از خراش روي سطح قطعه، از زاويهاي بالاتر استفاده کرد.
در مواردي خاص که زاويه يادشده در قطعه پلاستيکي محدوديت داشته باشد، ميبايستي ميزان مجاز Fade از سوي طراح قطعه اعلام شود. مثلاً، اگر مقدار مجاز Fade، 50درصد اعلام شود، به اين معني است که عمق گرين ميتواند نصف عمق پلاک مربوطه باشد. شکل2، پلاک MT 11435 را نشان ميدهد که در آن، مقدار Fade با درصدهاي متفاوت نشان داده شده است.
شکل2: پلاک MT 11435 و مقدار درصد Fade
|
|

فرايند انجام گرين روي فولادها
مراحل کاري فرايند گرين قطعات فولادي عبارتند از:
1. قسمتهايي از قالب که نيازمند عمليات گرين هستند، نبايد از نظر صافي و تميزي سطح بررسي شوند. موارد لازم براي صافي سطح در ابتداي مقاله آمده است.
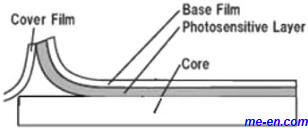
2. به موازات فعاليت بالا، فيلم گرين يادشده که در آرشيو شرکت گرين کار موجود است، روي فيلمي مخصوص به نام Metal منتقل ميشود. اين فيلم از سه لايه تشکيل شده و داراي مواد حساس به نور است. اين فرايند در اتاقي تاريک همانند اتاق ظهور عکس، انجام ميشود.
شکل3: لايههاي فيلم روي فولاد
|
|
3. پس از انتقال الگوي گرين به فيلم Metal، فيلم با نهايت دقت روي قطعه چسبانده ميشود. عمل چسباندن بهگونهاي انجام ميشود که کوچکترين حبابي بين قطعه و فيلم ايجاد نشود. پس از گذشت چند ثانيه، فيلم کاملاً به سطح فولاد ميچسبد.
شکل4: چسباندن فيلم روي فولاد
|
|
3. پس از چسباندن فيلم، قطعه تحت نور ماوراء بنفش قرار ميگيرد. نور ماوراء بنفش در فاصلهاي مشخص به سطح قالب تابانده ميشود. اين فرايند معمولاً حدود 10 دقيقه طول ميکشد.
شکل5: تاباندن نور UV به سطح قالب
|
|
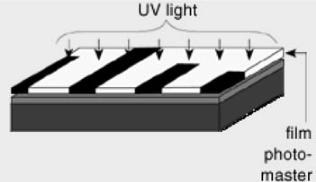
5. با توجه به اينکه فيلم Metal مادهاي حساسکننده نيز دارد، اين ماده بر اثر تابش نور ماوراء بنفش بر سطح قالب، پخته ميشود. گفتني است که فقط قسمتهايي از مواد حساسکننده روي قالب، پخته ميشود که در آنها، نور ماوراء بنفش به سطح قالب رسيده باشد. به بياني ديگر، نواحياي که با توجه به نوع گرين، در اثر ظهور فيلم سياهرنگ شدهاند، نور ماوراءبنفش را از خود عبور نداده و زير آن نواحي، خام باقي ميماند.
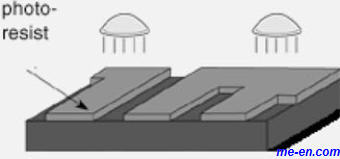
6. پس از انجام مرحله 5، قطعه با آب شستوشو شده و مواد خام از روي فولاد شسته ميشود.
شکل6: شستوشو با آب
|
|
در اکثر موارد، قطعه نيازمند روتيش خواهد بود که اين مرحله، توسط بخش روتيش صورت ميپذيرد و کاملاً به صورت دستي انجام ميشود.
7. قطعه را تا دماي 80 الي 100 درجه گرم کرده و در دماي محيط، خنک ميکنند.
8. در اين مرحله، براي اطمينان از فرايند کار، نمونهاي از جنس سيليکون رابر[2] توليد ميکنند و گرين شکل گرفته در آزمايشگاه اندازهگيري موردبررسي قرار ميگيرد.
9. پس از تاييد مرحله، نواحياي که نبايد گرين شوند، با چسب يا رنگ روغني پوشانده ميشوند.
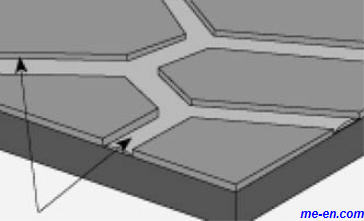
10. قطعه را در حمام اسيد غوطهور ميکنند.
شکل7: نواحي که در فرايند اسيدکاري، خورده ميشوند
|
|
11. پس از انجام مراحل يادشده، اگر گرين از يک مرحله تشکيل شده باشد، به اتمام ميرسد و در صورتيکه گرين از چندين لايه تشکيل شود، فرايند به صورت چرخشي تکرار ميشود.
گفتني است که يک سري از گرينها، فاقد فيلم بوده و فقط تحت شرايط اسيدکاري حاصل ميشوند. هدف اصلي در اين حالت، تغيير Gloss قطعه است.



{kind=link}