فناوري هيدروفرمينگ و كاربرد آن در خودرو


- توضیحات
- دسته: مجموعه شماره 4
- منتشر شده در سه شنبه, 19 دی 1391 08:34
- نوشته شده توسط Mehdi Jahanbakhsh
فناوري هيدروفرمينگ و كاربرد آن در خودرو
فناوري هيدروفرمينگ و كاربرد آن در خودرو
نويسنده : محمدحسين حسننيا
 در حال حاضر، كاهش وزن خودرو، به حداقل رساندن هزينهها و بهبود عملكرد محصولات از اهداف راهبردي صنايع خودروسازي محسوب ميشود. استفاده از فناوريهاي مدرن توليد نظير TWBا1، هيدروفرمينگ و... يكي از راههاي دستيابي به اين اهداف ميباشد. در اين مقاله فناوري هيدروفرمينگ به همراه مزايا و كاربرد آن در قطعات خودرو بررسي شده است.
در حال حاضر، كاهش وزن خودرو، به حداقل رساندن هزينهها و بهبود عملكرد محصولات از اهداف راهبردي صنايع خودروسازي محسوب ميشود. استفاده از فناوريهاي مدرن توليد نظير TWBا1، هيدروفرمينگ و... يكي از راههاي دستيابي به اين اهداف ميباشد. در اين مقاله فناوري هيدروفرمينگ به همراه مزايا و كاربرد آن در قطعات خودرو بررسي شده است.
فناوري هيدروفرمينگ
در 10 سال گذشته استفاده از روش هيدروفرمينگ، در صنعت خودروسازي رشد فزايندهاي داشته است. در اين روش از فشار سيال بهجاي پانچ براي شكلدهي درون قالب استفاده ميشود. اين روش براي توليد يكپارچه قطعاتي كه در گذشته با مونتاژ چند قطعه پرسكاري شده توليد ميشدند، كاربرد دارد. همچنين با استفاده از اين روش به همراه استفاده از فولاد با استحكام بالاتر و ضخامت كمتر ميتوان به كاهش وزن قابل توجهي دست يافت. همچنين با حذف نقاط جوش بهواسطه توليد قطعات يكپارچه، صلبيت قطعه افزايشمييابد.
روش هيدروفرمينگ به 2 دسته كلي هيدروفرمينگ لولهاي و هيدروفرمينگ ورقي تقسيم ميشود.
هيدروفرمينگ لولهاي
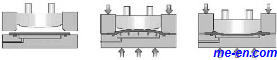
يكي از فرايندهاي شكلدهي قطعات توخالي با مقاطع مختلف است كه در آن بلنك اوليه (لوله) با اعمال فشار هيدروليكي داخلي، شكل حفره قالب را به خود ميگيرد. مراحل شكلدهي قطعات تا رسيدن به محصول نهايي در روش هيدروفرمينگ لولهاي در شكل يك، نشان داده شده است. اين مراحل عبارتنداز: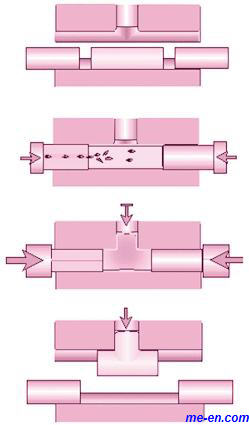
1. قرار دادن بلنك اوليه (لوله) در داخل قالب
2. بسته شدن قالب و قرار گرفتن
3. پانچ آببندي در دو طرف بلنك (در ضمن در اين مرحله قالب با سيال مورد نظر پر ميشود)
4. اعمال فشار با حركت پانچها
5. حذف فشار، باز كردن قالب و خارج كردن قطعه
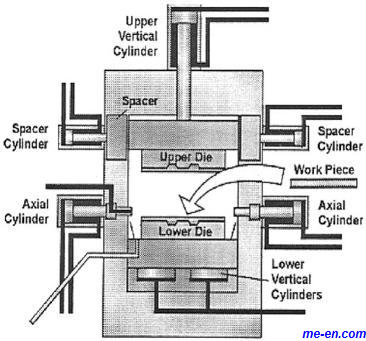
قالبها در اين نوع هيدروفرمينگ با توجه به نوع قطعه داراي 2 پانچ آببندي بوده و به صورت محوري نسبت به 2 انتهاي بلنك اوليه قرار ميگيرند. در ضمن يك پانچ فشار متقابل از بالا براي كنترل سيلان ماده نيز وجود دارد. در شكل 2، اجزاي قالب و عوامل مؤثر بهطور شماتيكي نشان داده شده است.
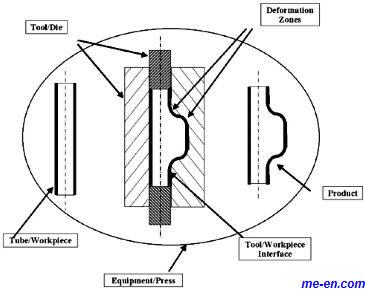
بهطور كلي هر سيستم هيدروفرمينگ لولهاي شامل ماده اوليه يا قطعه كار، محصول نهايي، ابزار و قالب، تجهيزات و پرس، مسائل محيطي (روغن و سيال مورد استفاده قابل بازيافت است و نبايد آلودگي محيطي ايجاد كند)، فصل مشترك بين ابزار و قطعه كار (اصطكاك) و نواحي تغيير شكل ميباشد (شكل 3). تمامي موارد مذكور در ادامه بهطور خلاصه ذكر شده است.
ماده اوليه
بلنك اوليه بسته به شكل هندسي قطعه نهايي ميتواند به صورتهاي لوله مستقيم، لوله خمدار و لوله فرمدار باشد. همچنين جنس لوله بايد بهگونهاي انتخاب شود تا علاوهبر عدم مشاهده هرگونه عيب بر روي قطعه نهايي، مشخصات محصول نظير توزيع ضخامت، شكل هندسي و صلبيت وزني تأمين شود. برخي از خصوصيات مورد نياز مواد مورد استفاده در اين روش عبارتند از: ازدياد طول نسبي بالا و يكنواخت، توان كار سختي بالا، انيزوتروپي پايين، كيفيت سطحي خوب و عاري از خراش، تلرانس ابعادي بسته و بلنك عاري از پليسه. انواع لولههاي مورد استفاده در اين روش شامل لوله شكل 1: مراحل مختلف فرايند هيدروفرمينگ لولهاي و پروفيلهاي كشيده شده بدون جوش و درز جوش ميباشد.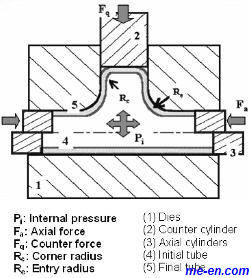
ابزار و قالب
بهطور كلي ويژگيهاي مربوط به قالبهاي هيدروفرمينگ عبارتند از:
1. استحكام بالا به دليل وجود تنشهاي ناشي از فشار بالاي سيال و نيروهاي محوري
2. پرداخت سطحي خوب به منظور كاهش اصطكاك و افزايش شكلپذيري
3. استفاده از اجزاي قابل تعويض
تجهيزات و پرس
از پرسهاي هيدروليك براي توليد قطعات هيدروفرمينگ استفاده ميشود. نيروي ورقگير مورد نياز بستگي به مقدار فشار دروني و ابعاد قطعه دارد. تجهيزات پرس و مراحل مختلف فرايند در شكل 4 نشان داده شده است. چارچوب پرس هيدروليك بهطور شماتيك در شكل 5 نشان داده شده است.
شكل 2: اجزاي قالب و عوامل مؤثر در طراحي
 هيدروفرمينگ ورقي
هيدروفرمينگ ورقي
اين فرايند شبيه فرايند متداول كشش ورق بوده كه در آن بلنك اوليه توسط ورقگير بر روي قالب گرفته شده و پانچ بلنك مورد نظر را به درون قالب ميكشاند. اختلاف عمده روش هيدروفرمينگ ورق نسبت به فرايند موسوم كشش ورق در نوع سنبه آن بوده و دراين روش از يك سيال (معمولاً امولسيون آب و روغن) يا يك ماده انعطافپذير بهجاي سنبه استفاده ميشود. (شكل 6)
اين روش، در تيراژ پايين توليد و در مقياس نمونهسازي ميتواند جايگزين مناسبي براي فرايند كشش عميق باشد. كيفيت سطحي بالاي قطعات، يكنواختي ضخامت بسيار مناسب، كشش قطعات پيچيده در يك مرحله، عمق كشش بيشتر به همراه توزيع مناسب كرنش و عدم نياز به ساخت قالب و در نتيجه كاهش هزينه از مزاياي اين روش نسبت به فرايند كشش عميق ميباشد.
مزاياي فناوري هيدروفرمينگ
1. كاهش هزينه
2. كاهش وزن شكل 3: اجزاي تشكيلدهنده سيستم هيدروفرمينگ لولهاي
3. كاهش تعداد قطعات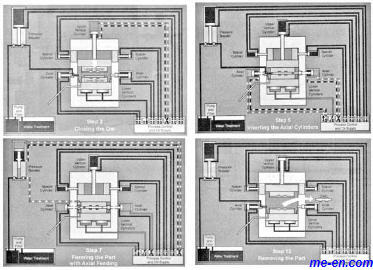
4. كاهش ابزار توليد
5. افزايش استحكام و صلبيت قطعات
6. بهبود كيفيت قطعات پيچيده
7. كاهش زمان فرايند
8. كاهش پرت مواد
كاربرد
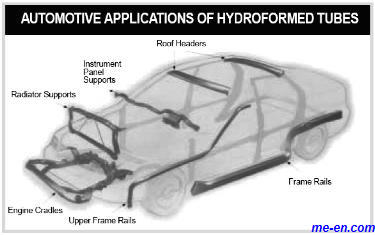
در دهه گذشته استفاده از فناوري هيدروفرمينگ در صنايع مختلف بويژه صنعت خودروسازي رشد زيادي داشته است. همچنين انتظار ميرود كاربرد اين روش در دهه آينده افزايش يابد. شركت كرايسلر در 1990 اولين قطعه هيدروفرم شده را به نام Instrument Panel Beam در توليد انبوه به بازار خودروهاي امريكايي معرفي كرد. جداول، نمودارها و اشكال اينصفحه، كاربرد اين روش در قطعات مختلف خودرو و همچنين ميزان استفاده از آن در كشورهاي مختلف نشان ميدهد. شكل 4: تجهيزات پرس و مراحل مختلف فرايند هيدروفرمينگ
شكل 6: مراحل مختلف فرايند هيدروفرمينگ ورقي
شكل 5: اجزاي پرس هيدروليك
شكل 9: ميزان استفاده از فرايند هيدروفرم لولهاي در توليد قطعات BIW خودرو
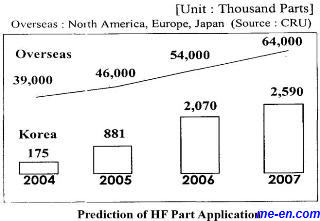
شكل 8: پيشبيني استفاده از روش هيدروفرمينگ در اروپا، امريكاي شمالي، ژاپن و كره



{kind=link}